案例分享:汽车轮毂感应淬火工装设计及加工调试
本文梗概:汽车轮毂产品表面感应热处理之前,感应器设计非常重要,感应器制作的好坏直接影响到产品的调试加工,对产品淬火质量造成很大影响。针对某一产品的感应热处理,从感应器设计到产品调试完成进行分析讨论。

金属能够在感应器内加热,主要是依靠电磁感应现象。电磁感应的实质是:交变的磁场引起交变的电场,交变的电场引起交变的磁场。交流电通过导体时导体表面处的电流密度较大,导体内部的电流密度较小,这种现象就是趋肤效应,也叫集肤效应或表面效应。另外还有邻近效应和环状效应,这些对于感应热处理有着非常重要的意义。感应热处理加热时间短,产品氧化皮少,变形小,且节能环保,易于实现机械化和自动化,因此广泛应用于汽车制造、拖拉机、工程机械、重型机械、轴承工业、铁路及冶金等行业,未来的发展趋势非常好。
笔者从事汽车轮毂感应热处理已有近10年时间,下面对外法兰、内法兰感应热处理工艺流程进行分析梳理,以供同仁参考,共同探讨。

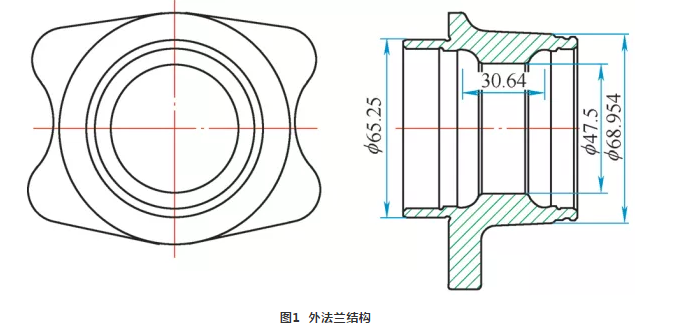
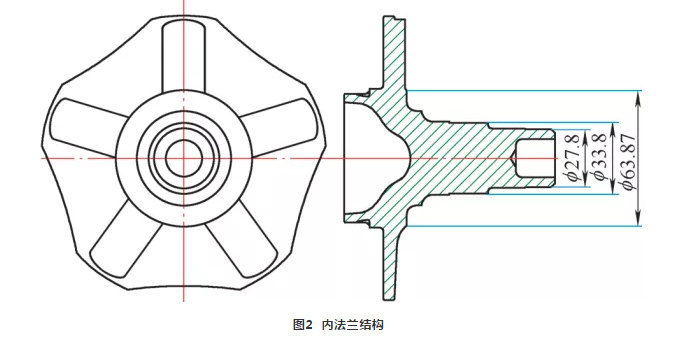
外法兰、内法兰结构分别如图1、图2所示。
1. 关键尺寸
外法兰(内孔):产品壁厚、内径、高度、沟间距、基圆尺寸及整体结构等。
该产品沟间距30.64mm,基圆直径65.25mm,口径壁厚10mm,淬火区域长40mm。内法兰(外圆):产品主沟道轴直径、轴高、基圆尺寸及整体结构等。该产品为实心轴,主沟道直径33.8mm,轴高71.1mm,基圆直径60mm,淬火区域长52mm。
2. 技术要求
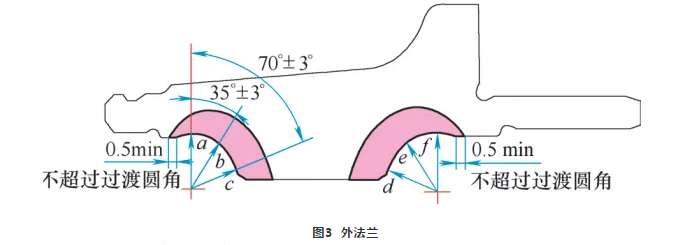
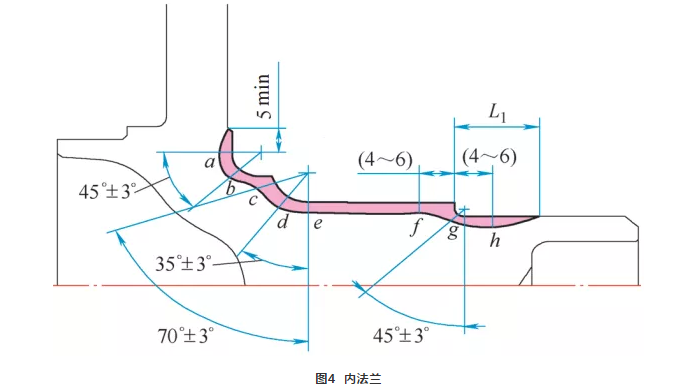
热处理技术要求如图3、图4所示。
(1)内外法兰淬回火技术要求
淬火表面硬度62~65HRC,回火表面硬度59~63HRC。金相组织为马氏体4~6级。
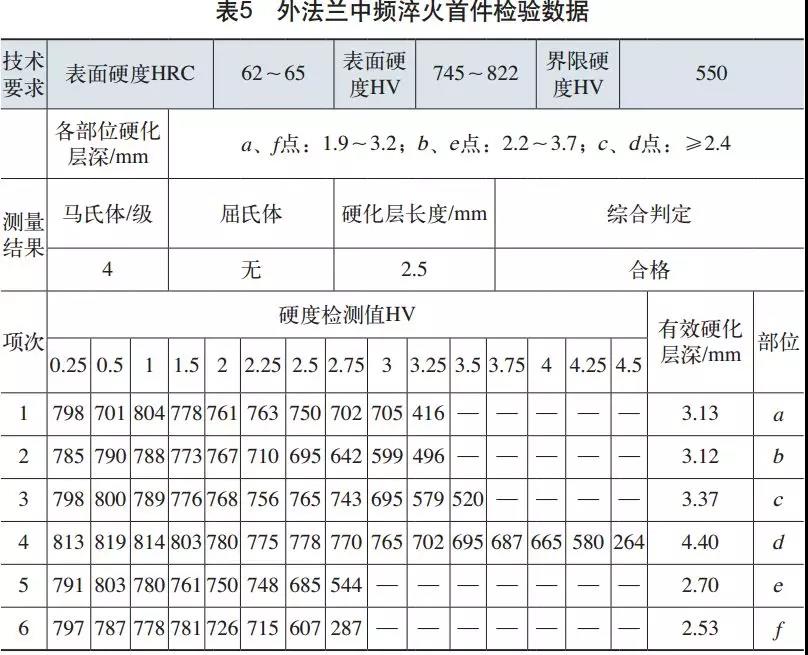
(2)外法兰检测技术要求
以图样角度方向检测,a、f点Ds=1.9~3.2mm;b、e点Ds=2.2~3.7mm;c、d点Ds≥2.4mm。
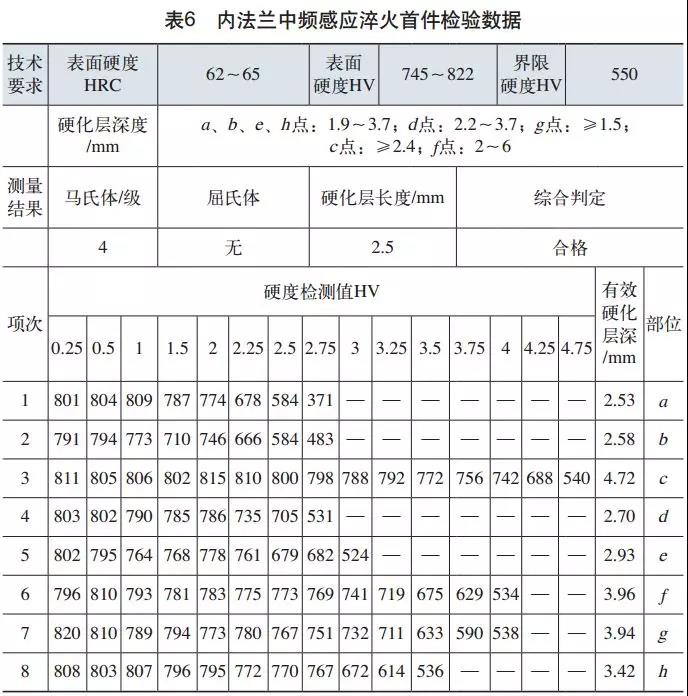
(3)内法兰检测技术要求
以图样角度方向检测 a、b、e、h点Ds=1.9~3.7mm;d点Ds=2.2~3.7mm;g点Ds≥1.5mm;c点Ds≥2.4mm;f点Ds=2~6mm。
3. 构画产品感应器图样
根据以上尺寸数据及产品相关技术要求,测算感应器的总高度和有效圈尺寸,画出感应器设计图样,并根据实际情况加以修改,最终确定感应器形状。
4. 确定制作感应器的材料和尺寸
感应器由有效圈、导电板、接触板及附件组成,由各种不同材料制作而成。
(1)导电的接触板、有效圈、导电板。使用T2纯铜制作,并以黄铜焊条进行钎焊。
(2)进出水管采用圆铜管外径12mm,壁厚2mm;方铜管14mm×14mm×2mm。
(3)有效圈。外法兰方铜管8mm×10mm×1.5mm;内法兰方铜管12mm×15mm×2mm。

1. 感应器设计图样
感应器设计如图5所示。
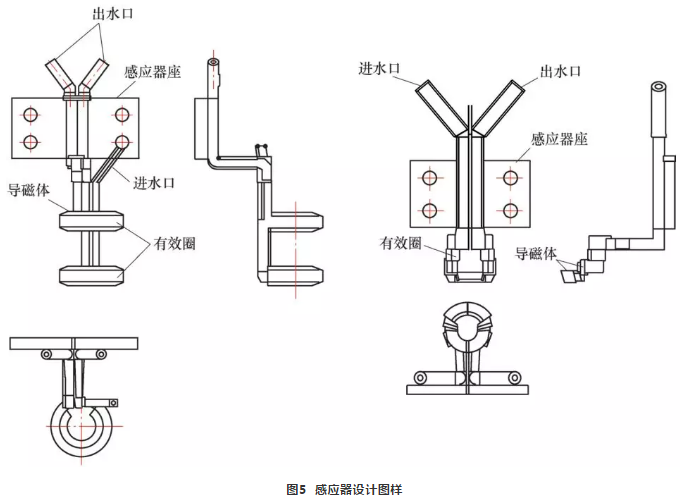
(1)根据产品结构,设计测画出感应器图样,并标注各部件名称。
(2)接触板。如图6所示。
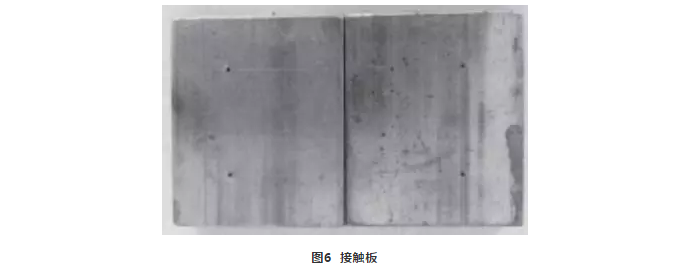
接触板应保证能与淬火变压器连接可靠、紧贴、坚固。接触板厚应>1.57d(d为电流透入深度),但要<12mm,此处板厚选择10mm。
板宽根据感应器承受功率大小而变化,一般在60~190mm范围内选择,功率大时选上限。此处板宽选择60mm,板长选择70mm。
接触板上压紧螺栓冲孔直径为15mm,共4个螺栓孔,螺栓可以使用M12。要注意的是4个固定孔一定要测量好位置,不然会导致与变压器连接不到位。
另外,感应器上功率是沿导体长度分配的,因此导电板宜宽不宜窄。
(3)感应器有效圈设计。为保证感应器制作质量,一些必要的模具必须准备好。
有效圈制作需要绕制心轴模具(见图7),铜管退火后在心轴上绕制,心轴应比感应器绕制成品后直径小一点。

以外法兰为例:感应器有效圈铜管宽10mm,产品挡肩处直径47.5mm,心轴可以选择直径35mm。内法兰产品也是同样选择心轴绕制,其中绕制产品R角处感应圈,心轴直径可以选择63mm,并且这一段感应圈要加工成一定角度的斜面,以便提高R角处的淬火效率。其他部位有效圈依照图样尺寸绕制。
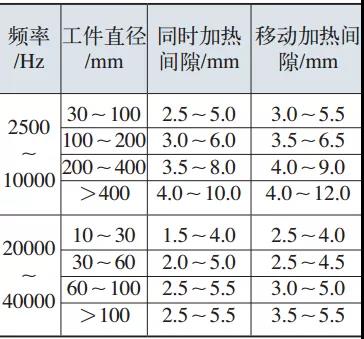
(4)参数确定。感应器分外圆淬火和内孔淬火,有效圈与工件高度差以及有效圈与工件的间隙,要根据现场淬火设备的频率来确定,如表1~表4所示。
表1 内孔加热时有效圈与工件高度差
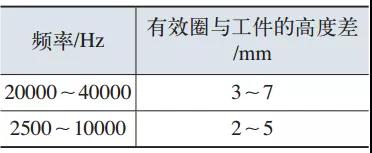
表2 内孔加热时有效圈和工件的间隙
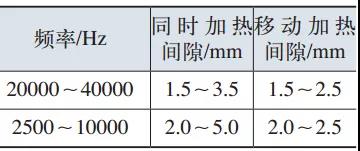
表3 外圆同时加热时有效圈与工件高度差
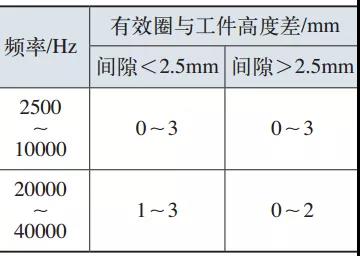
表4 外圆加热时有效圈与工件的间隙
依据以上数据参考,产品参数选择:①内法兰(内孔淬火)。依技术要求的淬硬层形状为基础,此产品整体高度64.6mm,淬火区域长40mm,那么此次有效圈总高设定为44mm,有效圈与工件间隙为2mm。②外法兰(外圆淬火)。依技术要求的淬硬层形状为基础,该产品法兰盘平面以上高度为71mm,淬火区域长52mm。此次有效圈高度设定为54mm,半环有效圈与工件间隙为3mm。
(5)导磁体。导磁体(见图8)可以提高感应器加热效率,并且可以更好地加热产品圆角处。
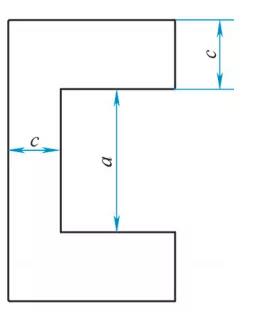
图8 导磁体
其尺寸计算:c=(0.2~0.75)a,一般c≥3mm。由此,外法兰选择宽度为3mm导磁体,内法兰选择宽度为4mm导磁体。
(6)喷液器。外法兰喷液器如图9所示,内法兰喷液器如图10所示。孔间距为3.5~4.0mm,孔径为1.2~1.6mm,孔径宜小不宜大。另外,内法兰喷液器还可以安装快换接头。

图9 外法兰喷液器

图10 内法兰喷液器
2. 感应器设计模型
图11为内孔淬火感应器设计的模型,图12为外圆淬火感应器设计的模型。导电铜管间隙为2mm,必须安装绝缘板。此处使用厚度2mm的聚四氟乙烯绝缘板。
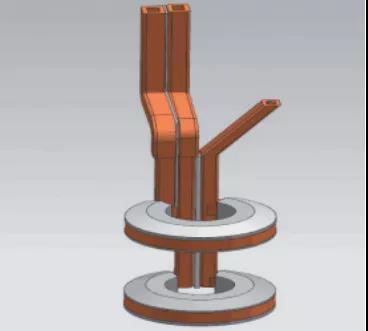
图11 内孔淬火感应器模型
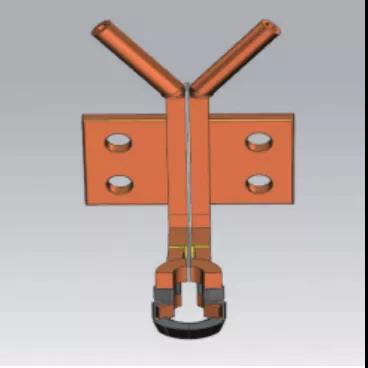
图12 外圆淬火感应器模型
3. 感应器焊接
(1)感应器钎焊常用钎料有纯铜、黄铜、银铜和磷铜,一般用黄铜焊接,焊剂的选择也很重要。
(2)焊接前必须对母材进行清洁,去除母材表面的氧化膜和油污等,以提高钎焊质量。
(3)搭接方法和装配间隙会影响感应器的焊接质量,在设计和拆分环节就要预算好。外法兰感应器从简单的部件焊接到整体钎焊完成以及导磁体安装结束的部分过程如图13所示。
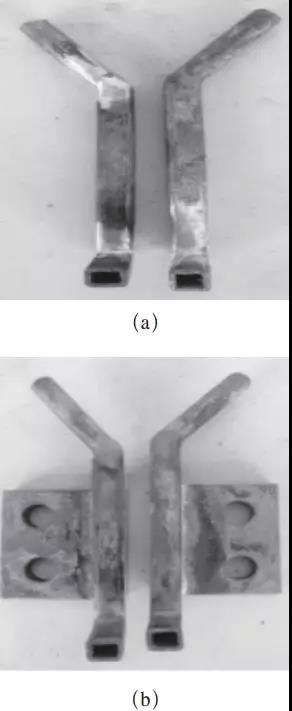
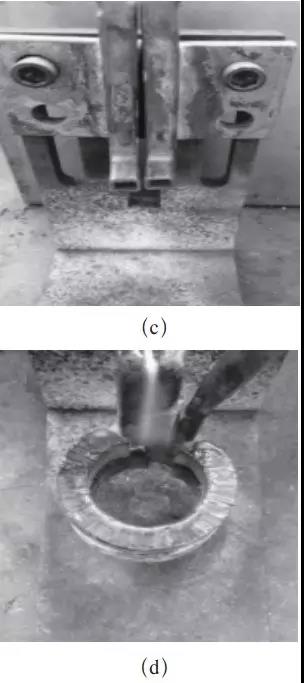
图13 外法兰感应器焊装过程
在焊接过程中一定要注意:①焊接时两个部件要受热均匀,所需焊接部件要固定好,焊点要均匀铺开并堆起来,不均匀或焊点太薄会造成焊接缺陷,可能导致感应器漏水等。②在焊接有效圈时,要把接触板固定在支架上,这样焊接出的有效圈组件能达到要求尺寸,并达到垂直度与中心线偏差要求。
(4)内法兰(外圆)淬火感应器,斜角有效圈的角度一定要设计好,否则会造成冷却不足而损坏感应器。
(5)导磁体可以用504胶粘结,最后成形感应器导电管需要用玻璃纤维布缠绕固定。
4. 感应器成形
成形的感应器实体如图14、图15所示。
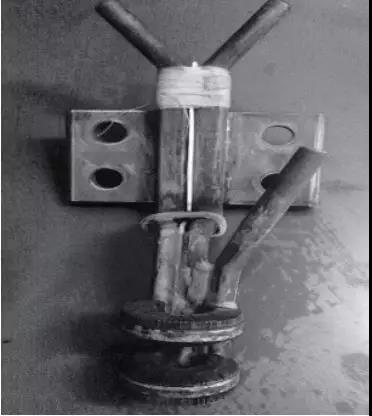
图 14

图 15
成形感应器需要进行质量检测,主要有以下几点:
(1)外观及几何尺寸检查
接触板和有效圈的端面垂直度,接触板配合尺寸等。
(2)焊缝质量
试压达到要求压力时是否渗漏。
(3)其他
接触板表面平整度,有效圈与工件间隙,感应器进出水管等设计是否匹配。

1. 安装
(1)选择淬火机床进行感应器和辅助装置安装,如图16所示。
图16 感应器和辅助装置安装
安装注意事项:
①工装安装务必注意感应器和变压器连接处贴近状态,螺栓要锁紧。
②安装感应器时注意有效圈和产品的垂直度,感应器不能倾斜,否则会影响产品淬火质量。
③外法兰需要安装产品压套作为吸热装置,这个相对于某些辅助外喷方式更稳定一些。
④检查工件在夹具上旋转时的圆跳动。一般工装圆跳动≤0.3mm。
(2)淬火设备电源匹配为250kW/8~30kHz。
(3)调整淬火设备,确定合适的淬火工艺,达到产品的淬火技术要求。
外法兰产品:投功比98%,加热时间7.4s,冷却时间14s,淬火液浓度1.5%~2.5%。
内法兰产品:投功比98%,加热时间7.7s,冷却时间20s,淬火液浓度1.5%~2.5%。
采用上海好富顿水溶性淬火液,其浓度使用折光仪检测。
2. 冷却装置的调整
(1)保证冷却压力,此处淬火液冷却压力为0.25~0.4MPa,感应器冷却压力为0.5~0.8MPa。
(2)冷却装置位置调整,冷却出水不能被遮挡或堵塞。
(3)冷却水有两部分,一个是淬火液,另一个是系统冷却水,普遍使用换热器进行温度冷却。
淬火液温度一般不大于35℃,温度太高会造成冷却不足,从而产品出现质量问题。系统冷却水温度,就是冷却电器的软水,这个温度一般控制在30℃,绝对不能低于室温,否则会使受冷电器表面凝结水珠,容易损坏电器。
3. 产品检验方式
热处理产品检验需要线切割和金相试样预磨机。
4. 产品回火工艺
感应淬火工件的回火,有自回火、感应回火、炉中回火。此处产品采用炉中回火。
回火温度根据工件技术要求而定。一般硬度要求在52HRC以上时,回火温度用180~200℃,回火时间1.5h;对于硬度要求在56HRC以上时,回火温度可用160℃,回火时间1.5h。
该产品回火工艺最终确定为回火温度165℃,回火时间2.5h。
5. 检验
图17、图18为调试成功的产品样件。

图17 外法兰淬火样件

图18 内法兰淬火样件
表5、表6为调试产品首件检验数据。

感应器的结构、形状和尺寸是感应淬火技术的核心问题,对零件的感应淬火质量、生产效率和能量消耗有着直接的影响,因此一个合适的感应器是使感应淬火获得优质、高效、节能的重要途径。